Технологические возможности изготовления печатных плат
Проектируя и заказывая у нас печатныеплаты, заказчик должен понимать и учитывать наши технологические требования и возможности производства (так называемый стандарт приемки заказов). В основном PS-Electro ориентируется на международный стандарт IPC-А-600F описывающий критерии приемки печатныхплат. Наше производство обеспечивает изготовлениепечатныхплат для ручной и автоматической пайки, а также SMT технологий, с технологическими и инженерными показателями, которые отвечают требованиям ГОСТ Р 53429-2009, ГОСТ 23752-79, а также международного стандарта IPC-A-600.
В настоящий момент мы предлагаем изготовлениепечатныхплат по классам сложности А и B.
Класс A - по основным параметрам конструкции соответствует 1-4 классам точности по ГОСТ Р 53429-2009. Следует отметить, что данном ГОСТе нет описания защитной паяльной маски, горячего лужения (HASL), иммерсионных покрытий. Поэтому для данных параметров, а также параметров деформации мы используем стандарты IPC.
Класс B - по основным параметрам конструкции соответствует 4-5 классам точности по ГОСТ Р 53429-2009 и по сравнению с классом А может требовать от нас повышенного внимания технологов или дополнительных этапов контроля качества при изготовлении печатныхплат на производстве, что приводит к увеличению стоимость плат на 20...40 %.
Ниже описаны параметры печатныхплат, определяющие принадлежность заказа к тому или иному классу сложности изготовления плат на нашем производстве.
Таблица 1
Наименование
Класс А (типовой процесс)
Класс B1 (повышенная сложность) +20...40 % к базовой цене
Соответствие классов точности ГОСТ Р 53429-2009
1 — 3
4 — 5
Количество слоёв
1 - 6
до 18
Максимальный размер платы, мм: ОПП, ДПП МПП
427,5 х 282,52 345 х 285
505 х 330 453 х 356
Допуск на положение контура платы, мкм
± 200
± 200
Допуск на размеры платы, мм
+0 –0,25
+0 –0,25
Допуск на внутренние пазы и окна, мм
+0,25 –0
+0,25 –0
Допуск на неметаллизированные отверстия диаметром более 4,8 мм3
H14 ГОСТ 11284
H14 ГОСТ 11284
Допуск на монтажные и переходные отверстия до 4.8 мм включительно
п. 5.3.4 ГOCT P 53429-2009
п. 5.3.4 ГOCT P 53429-2009
Допуск на положение маркировки относительно топологии платы, мкм
± 200
± 200
Паяльнаямаска
LPI
DRY FILM, LPI
Смещение паяльной маски вокруг контактной площадки до контакта с площадкой, мкм (п. 5.9.4 ГОСТ Р 262512014)
200
100
Цвет паяльной маски
зелёный (толщина 10-20 мкм)
зеленый, красный, чёрный, синий, белый4
Цвет маркировки шелкографией
белый
чёрный, зеленый (по белой паяльной маске, не более 2 заготовок)
Финишное покрытие5
HAL
HAL, ImAu, ImSn
Покрытие ножевых разъёмов типа PCI и ISA
Ni, NiAu
Ni, NiAu
Покрытие ножевых разъёмов типа PCI-E mini (длина ламели менее 3.0 мм) с одновременным покрытием всей платы химическим золотом
2. Одновременно можно использовать только один максимальный размер X=428 или Y=283, вторая координата должна быть на 10 мм меньше максимальной; это необходимо для расположения технологических надписей на заготовке. Т.е. максимальный размер может быть 428x273 либо 418x283 мм
Платы размером менее 25 х 25 мм (или площадью 625 мм2) отдаются заказчику в виде групповых блоков без разделения на отдельные платы.
3. Если иное не указано в сопроводительной технической документации и согласовано с производитлем.
4. Для цветной (не зелёной) паяльной маски переходные отверстия 0.4 мм и менее рекомендуется делать закрытыми паяльной маской.
5. Для печатныхплат толщиной менее 1.0 мм применяется только иммерсионное покрытие: по-умолчанию олово (ImSn), либо, по требованию заказчика, золото (ImAu).
6. Для слотовых пазов должно выполняться соотношение — длина паза к его ширине должно быть не менее, чем 2:1.
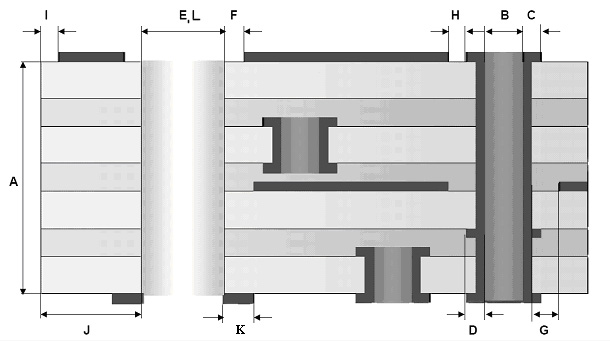
Рис. 1.
Таблица 2
Наименование
Класс А (типовой процесс)
Класс B1 (повышенная сложность) +20...40 % к базовой цене
A
Стандартная толщина базового материала ПП, мм:
ДПП
0,5, 0,71, 1,0, 1,5, 2,0 ± 10 %
от 0.1, звоните
МПП
1,0...2,5 ± 10 %
0,6...1,0 и 2,5...3,5 ± 10 %
Деформация на 100 мм, мм, не более
1,0
1,0
B2
Наименьшее металлизированное отверстие (для толщины платы 1.5), мм (соотношение – толщина платы : диаметр отверстия)
Минимальное расстояние от края неметаллизированного отверстия (паза, выреза, окна) до элементов топологии (проводники, площадки, полигоны), мкм
300
200
M
Наименьшая ширина металлизированного / неметаллизированного внутреннего паза, мм
1,04
0,84
G
Зазор полигона на внутренних слоях, мкм
400
250
H5
Зазор от полигона до площадки и/или проводника, мкм
200
200
I, U
Минимальный зазор от меди (проводник, площадка, полигон) до края платы, мкм, при обработке контура:
1. фрезеровкой
300
250
2. скрайбированием:
а) толщина платы 1.0 мм
420
420
б) толщина платы 1.5 мм
500
500
в) толщина платы 2.0 мм
700
700
3. для плат на алюминиевом основании6
700
700
4. для внутренних слоёв МПП
500
500
J
Зазор от края неметаллизированного отверстия до края платы, мкм, не менее
300
250
J'
Расстояние между краями отверстий, мкм, не менее
250
200
Примечания:
1. Возможны уточнения. Внимание! Параметры колонки «B» считаются как заказ повышенной сложности или 4 класс; предельные параметры колонки «B» считаются как нестандартный заказ или 5 класс при пробном расчёте в on-line калькуляторе.
2. Предельные отклонения диаметров монтажных и переходных отверстий в соответствии с ГОСТ Р 53429-2009 табл. 1.
3. Для односторонних печатныхплат.
4. Фрезы 0.8 и 1.0 используются для формирования металлизированных пазов.
5. Но не менее, чем параметр O таблицы 3.
6. При обработке алюминиевых плат фрезеровкой применяется фреза только диаметра 2.5 мм.
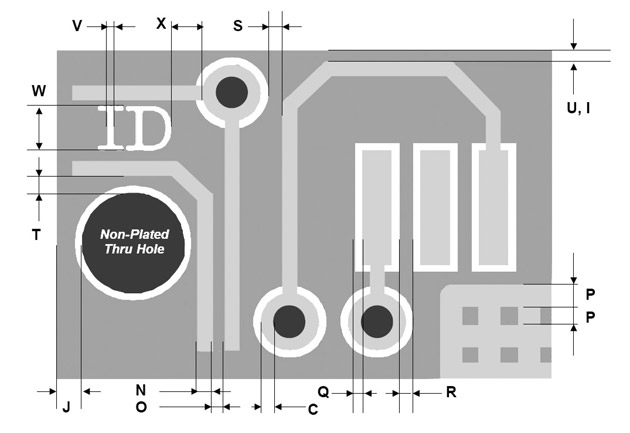
Рис. 2.
Таблица 3
Наименование
Класс А (типовой процесс)
Класс B1 (повышенная сложность) +20...40 % к базовой цене
N
Минимальная ширина проводника, элемента топологии (полигон, текст), мкм, фольга:
Параметры сетчатого полигона (ширина линии / расстояние между линиями), мм, не менее, фольга:
18 мкм
200 / 300
200 / 300
35 мкм
250 / 350
250 / 350
50 мкм
300 / 400
300 / 400
70 мкм
350 / 450
350 / 450
Q
Расстояние от площадки до маски, мк, не менее
жидкая
100
75
плёночная
100
100
R
Минимальная ширина полоски маски, мкм
жидкая зелёная
100
75 при соотношении длины к ширине не более 10:1
жидкая красная, синяя, чёрная, белая
200
150
плёночная
200
150
S
Минимальное расстояние от проводника до края маски, мкм
100
75
T
Минимальное расстояние от края неметаллизированного отверстия (паза, выреза, окна) до элементов топологии (проводники, площадки, полигоны), мкм
300
200
U, I
Минимальный зазор от меди (проводник, площадка, полигон) до края платы, мкм, при обработке контура:
1. фрезеровкой
300
250
2. скрайбированием:
а) толщина платы 1.0 мм
420
420
б) толщина платы 1.5 мм
500
500
в) толщина платы 2.0 мм
700
700
3. для плат на алюминиевом основании3
700
700
4. для внутренних слоёв МПП
500
500
V
Минимальная ширина линий маркировки, мкм
150
1004
W
Минимальная высота символов маркировки, мм
1,3
0,8
X
Минимальное расстояние от маркировки до паяемой площадки
200
200
Минимальное расстояние от маркировки до края платы, мкм, при обработке контура:
фрезеровкой
300
300
скрайбированием:
толщина платы 1.5 мм
500
500
толщина платы 2.0 мм
700
700
Примечания:
1. Возможны уточнения. Внимание! Параметры колонки «B» считаются как заказ повышенной сложности или 4 класс; предельные параметры колонки «B» считаются как нестандартный заказ или 5 класс при пробном расчёте в on-line калькуляторе.
2. Параметр O относится также к зазорам между проводниками, принадлежащими одной и той же цепи (см. Acid traps).
Параметры N и O также относятся и к тексту, логотипам и прочим «рисункам», выполняемых на слоях топологии. (Подробнее)
3. При обработке алюминиевых плат фрезеровкой применяется фреза только диаметра 2.5 мм.
4. При объёме заказа не более 10 заготовок (~ 80 дм2).